29.10.2015
Modernstes Betonfertigteilwerk der USA
Mit einer Produktionskapazität von 140.000 m² Wandplatten setzt das Unternehmen mit seinem PCI-zertifizierten Standort in den USA neue Maßstäbe. Nicht nur die Produktionskapazität ist dabei eindrucksvoll, sondern auch die Art, wie das neue Werk mit den automatischen Produktionsmaschinen aus Deutschland arbeitet.
„Molin mit seinen mehr als 100 Jahren Geschichte über vier Generationen entwickelt sich kontinuierlich immer noch weiter. Das Unternehmen ist so aufgestellt, dass es auch in Zukunft die Branche stets mit innovativen Lösungen beliefern kann.“ Wer die Gelegenheit hat, das von Molin in Ramsey, Minnesota, kürzlich in Betrieb genommene Werk zu besichtigen, bekommt eine Vorstellung davon, wie wahr diese frei übersetzte Aussage von der Website des Unternehmens ist.
Mit einer Produktionskapazität von 140.000 m² Wandplatten setzt das Unternehmen mit seinem PCI-zertifizierten Standort in den USA neue Maßstäbe. Nicht nur die Produktionskapazität ist dabei eindrucksvoll, sondern auch die Art, wie das neue Werk mit den automatischen Produktionsmaschinen aus Deutschland arbeitet.
Molin Concrete Products Company aus dem Umland von Minneapolis/St. Paul, Minnesota, 415 Lilac St., Lino Lakes, MN, ist eine 118 Jahre alte Firma, die 1897 gegründet wurde. Ursprünglich spezialisiert auf allgemeinen Massivbau ist das Unternehmen nach dem Zweiten Weltkrieg zur Produktion von Betonfertigteilen über gegangen und stellt heute Spannbetondecken, Träger, Stützen, massive und gedämmte Wandplatten für den Wohnungsbau, Büro- und Industriebauten, Schulen und Bildungseinrichtungen usw. her.
Damit Molin seine Kunden noch besser aus einer Hand beliefern kann, hatte man beschlossen, die Produktionskapazität zu erweitern. Ein neues Werk für Architekturbeton-Fassaden, gedämmte Sandwichwandplatten und Massivdecken sollte her. Für die Sondierung ihrer Möglichkeiten reisten Vertreter des Unternehmens dabei auch nach Europa. Sie waren beeindruckt, wie effizient, leise, sicher und ausgefeilt die Produktion in automatischen Umlaufanlagen abläuft. Der Einsatz interner Produktionskreisläufe zur Erhöhung von Kapazität und Standards ist in Europa und anderen Teilen der Welt durchaus gängig, aber in den USA – obwohl die Idee auf Henry Ford zurückgeht –in der Betonfertigteilproduktion noch unüblich.
Einer der Gründe dafür könnten die notwendigen Investitionen sein. Es reicht jedoch nicht aus, nur die erheblichen Investitionen zu betrachten. John Saccoman, Vizepräsident von Molin, bestätigt, dass sich das Ganze sehr wohl rechnet:
„Ein typisches Betonfertigteilwerk dieser Kapazität würde 48 Arbeiter benötigen. Unser neues Werk benötigt nur 14 bis 18 Arbeiter.“ Der komplette Produktionsprozess ist computergesteuert. Das bedeutet höhere und gleichbleibende Qualität und eine schnellere Verfügbarkeit der Produkte. Und das zahlt sich aus. Saccoman fährt fort: „Technologie und Industrie schreiten immer weiter voran, und als Hersteller können wir es uns nicht leisten, solche Neuentwicklungen nicht zu implementieren. Wir sind nach Europa gekommen, um die für uns beste Lösung zu finden und wir sind überzeugt, dass der von uns gewählte Lieferant diese bietet.“

Molin hat dem deutschen Unternehmen Weckenmann im Februar 2014 den Auftrag erteilt, die neue Anlage zu entwerfen und zu bauen. Molin musste die Versorgungsleitungen vor Ort verlegen, Weckenmann übernahm dann die Installation, Inbetriebnahme und Schulung für die neue Ausrüstung. Eine der größten Herausforderungen für Weckenmann war die Installation der neuen Anlage in bestehenden Gebäuden mit vorgegebenen Maßen. Das Projekt wurde erfolgreich durchgeführt und im Juni 2015 wurden die ersten Platten produziert.
Saccoman ist immer noch erstaunt über die Unterschiede zu herkömmlichen US-Produktionsstandorten: „Traditionell werden Betonfertigplatten auf langen, stationären, flachen Tischen produziert, wohin der Beton entweder mittels einem Transportfahrzeug oder mit einem Kübel gelangt. Beim neuen System bringen wir die Palette zur Betonierstation und die Platten werden in einer Härtekammer mit warmer Luft ausgehärtet. Wir benötigen nur wenige Arbeiter für den Betrieb des Werks. Das Umlaufsystem erfordert allerdings eine Menge Ausrüstung. Fördersysteme bewegen die Paletten zum Betonverteiler, in die Härtekammer und zum Kipptisch, wo die Betonelemente abgehoben werden.
Produktionsprozess
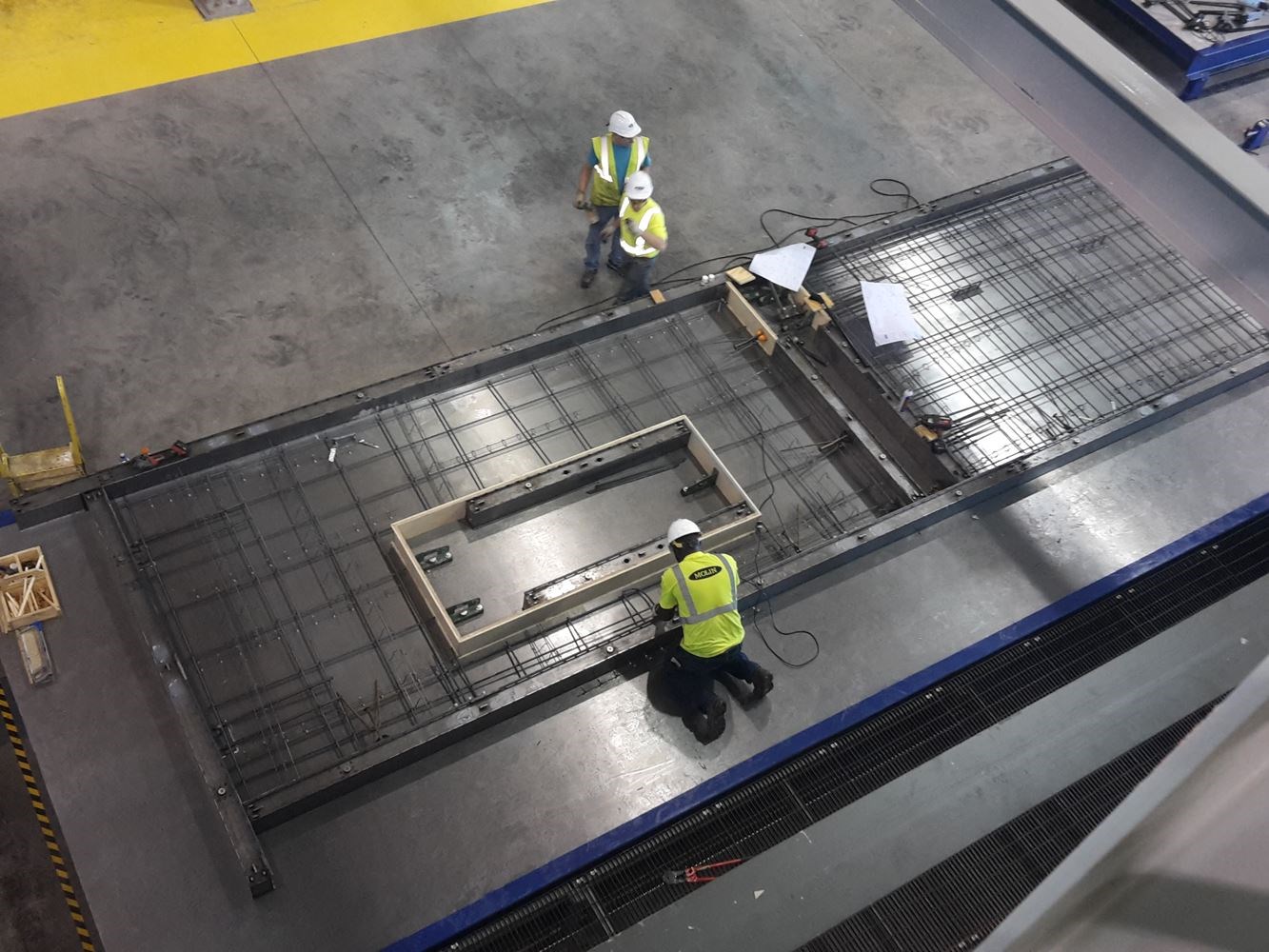
Die Produktionsdaten werden über eine CAD-Schnittstelle an den WAvision Master-Computer übertragen, der alle Bewegungen der 4 x 12,2 m großen Stahlpaletten steuert. Die breiten Bleche für die Paletten wurden in Europa produziert. Mit perfekt glatten Oberflächen ermöglichen sie die Produktion von Betonplatten höchster Qualität. Der Prozess startet an einer RPÖ- (Reinigen, Plotten, Ölen) Station, wo auf der Palette nach dem Reinigen und Ölen die Konturen für die Schalung inklusive gewünschter Aussparungen, z. B. für Fenster und Türen, markiert wird. Da sie immer wieder gereinigt und geölt werden, ist die Lebensdauer der Bleche der Paletten nahezu unbegrenzt.
Die RPÖ-Station hat auch noch eine Sprüheinheit, die gemäß CAD-Daten automatisch Verzögerer auf die Paletten aufsprüht. Abhängig von der Anforderung an die architektonische Oberfläche sind gleichzeitig vier verschiedene Verzögererarten verfügbar. Ein manuell bedienter Handling-Kran positioniert die magnetischen Schalungselemente. Abhängig von der Dicke der Elemente können die Basis Schalungselemente durch zusätzliche Elemente ergänzt werden, die die Schalung auf 6, 8, 10 oder 12 Zoll erhöhen.
Vorgefertigte Bewehrungskörbe oder -matten werden per Kran auf den Paletten platziert. Transportanker und Leerrohre werden auf der Palette befestigt. Da einige Vorgänge bei speziellen Elementen ggf. länger dauern können, können Paletten in Offline-Stationen aus dem Kreislauf herausgenommen und bei Bedarf wieder eingefügt werden. Dank dieser Offline-Stationen ist eine konstante Produktionsgeschwindigkeit im Umlauf möglich.
Nach der Positionierung von Schalungselementen, der nötigen Bewehrung und den Einbauteilen fahren die Paletten in den Betonierbereich. Zur Betonierstation gehören zwei Betonverteiler, die vom Mischer zur Palette fahren, wo sie den Beton einbauen. Dadurch können grauer Beton und Architekturbeton ohne Reinigung direkt nacheinander verarbeitet werden. Beide Verteiler werden manuell ferngesteuert und da das Gewicht der Verteiler ständig gemessen wird, kann das Füllen der Formen sehr schnell erfolgen. Nach dem Gießen wird der Beton automatisch verdichtet. Die sehr leisen Schüttelvorgänge dafür verlaufen kreisförmig und translatorisch, was allseitig sehr gute Oberflächen ergibt. Eine Abziehbohle nivelliert die Plattenoberfläche und bereitet das spätere Glätten vor.
Bei Sandwichelementen mit Innen- und Außenschale sowie einer Dämmschicht platziert der Betonverteiler erst den Architekturbeton für die dekorative Schale. Die Platte geht dann in eine Station, wo die Dämmung und weitere Bewehrung eingebracht werden und kehrt dann ein zweites Mal zum Betonverteiler zurück, wo bis zur vorgeschriebenen Dicke grauer Beton für die konstruktive Tragschicht aufgebracht wird.
Gedämmte Platten können bei 4 Zoll extrudiertem Polystyren R-Werte von 23,0 erreichen. Die meisten Oberflächenbearbeitungstechniken wie Sandstrahlen, Auswaschen, Spachteln und Bürsten erfolgen im neuen Werk von Molin maschinell. Auch Klinkerund Strukturmatrizen-Oberflächen sind möglich.
Die Betonplatten werden anschließend zur Härtekammer transportiert. Im Moment finden in der Kammer 18 Paletten in einem Regalsystem Platz, aber die Kapazität wird eventuell noch auf 30 Paletten erhöht. In der Kammer bleiben die Paletten 1-2 Stunden bei knapp 49° C und 70-80 % Luftfeuchtigkeit.
Die Palette wird dann herausgezogen und mit einem automatischen Regalbediengerät auf die Kammer gehoben, wo sie mit einem Flügelglätter geglättet wird. Anschließend kommen die Paletten zur endgültigen Aushärtung zurück in die Kammer. Um Platz im Werk zu sparen, befindet sich die Glättstation oben auf der Härtekammer. Die nächste Position im Palettenumlauf ist die Entschalungsstation, die aus einem großen Kipptisch besteht. Zunächst wird in dieser Station die seitliche Schalung entfernt. Die integrierten Magneten der Schalungselemente werden mit einem speziellen Werkzeug manuell gelöst, mit einer Handling-Traverse von der Palette gehoben und auf das Schalungsfördersystem gelegt. Die Schalungen laufen automatisch durch die Reinigungs- und Beölungsanlage und sind dann wieder verfügbar. Kundenspezifische Schalungen werden in einem Sonderlager aufbewahrt.
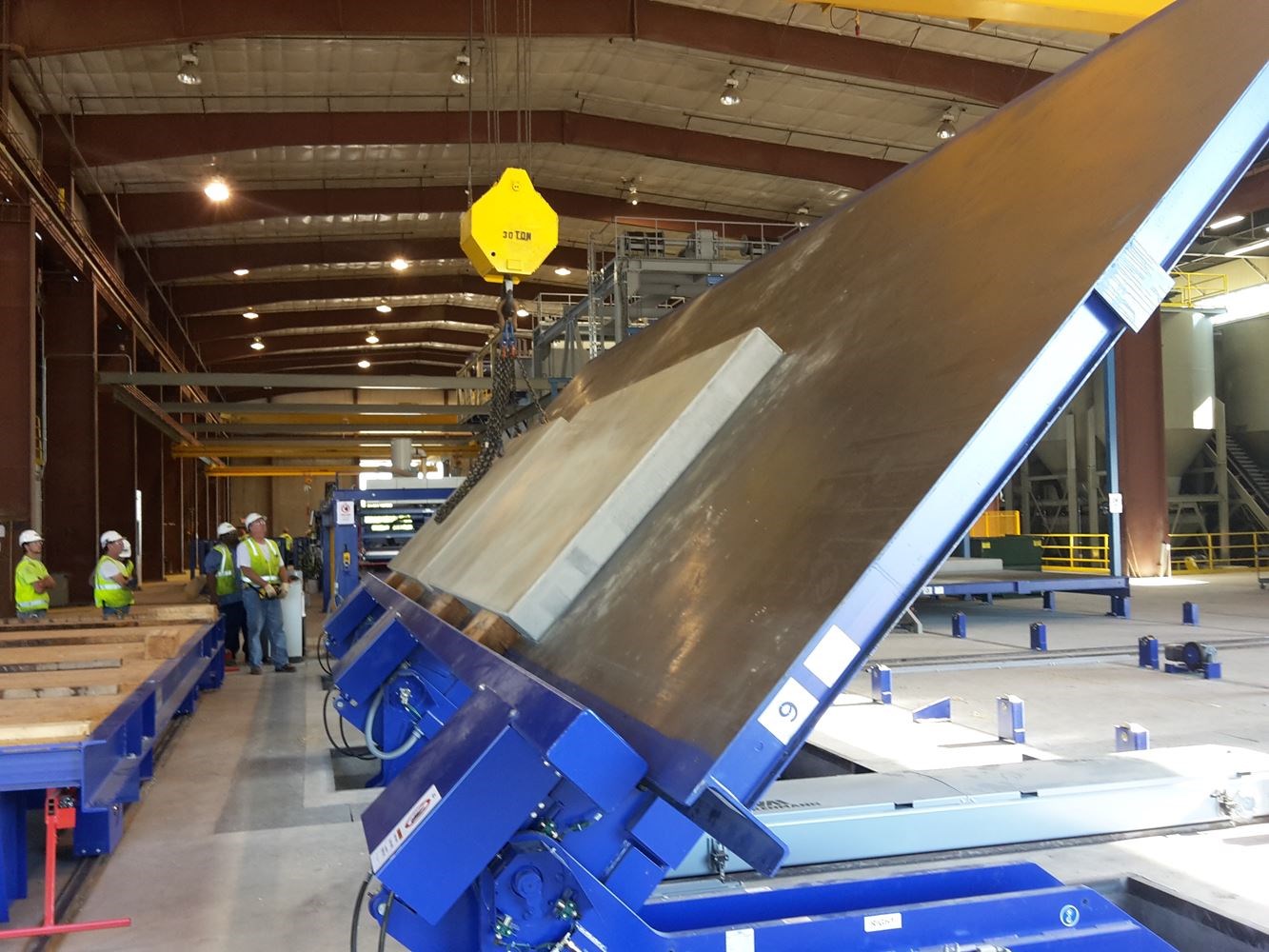
Nach dem Entschalen wird der aus drei hydraulischen Kipparmen bestehende Kipptisch auf 70° gekippt, also fast vertikal. Das verhindert Biegespannungen in den Platten, die auftreten würden, wenn sie aus der horizontalen in die vertikale Position gehoben würden.
In normalen Betonfertigteilwerken werden Wandplatten flach bearbeitet, gelagert und versendet und erst am Einsatzort gedreht. Bei Molin werden die Platten senkrecht entschalt, gelagert und versendet. Die fertigen Elemente werden auf einem Transportwagen platziert, der über einen gasbetriebenen Antrieb verfügt. Der Transportwagen fährt aus dem Werk heraus unter einen Portalkran, der die Platten einzeln greift und auf den Lagerplatz des Werks oder zur Express-Auslieferung für ein Projekt direkt auf einen LKW abstellt.
Die leere Palette fährt weiter in die Reinigungs station, die als Ausgangspunkt der Umlaufanlage bereits beschrieben wurde. Damit ist sie bereit für die Produktion der nächsten Wandplatte.
Kundenzufriedenheit
Obwohl neu für die USA, hat sich die Umlaufanlage für Betonfertigelemente bereits bewährt und stellt sowohl Hersteller als auch Kunden zufrieden. Saccoman fasst abschließend zusammen: „Unsere Produktivität ist um das Zehnfache gestiegen, wodurch wir den Bedarf von Kunden und Markt besser befriedigen können. Das neue Werk in Ramsey, Minnesota, besitzt eine von wenigen automatischen Umlaufanlagen in den USA und wird die Stellung von Molin als Branchenführer in der Betonfertigindustrie in der Region Upper Midwest erheblich festigen.