05.10.2016
Fertigteilwerk in Kasachstan
Der kasachische Betonspezialist GLB hat vor kurzem sein neues Betonfertigteilwerk in Astana in Betrieb genommen. Auf der grünen Wiese entstand auf einer Gesamtfläche von 15 Hektar das nun größte Betonfertigteilwerk Kasachstans. Um dieses anspruchsvolle Projekt in dem vorgegebenen Rahmen realisieren zu können wählte GLB den deutschen Anlagenbauer Weckenmann als Hauptlieferant und Koordinator aus.
Betonspezialist GLB
Der kasachische Staat hatte das Programm “Business-Road Map 2020” ins Leben gerufen, mit dem er die Schaffung und Erhaltung von Arbeitsplätzen und ein nachhaltiges Wachstum der kasachischen Wirtschaft sicherstellen möchte. Im Rahmen dieses Programms wurde das Projekt umgesetzt. Dabei wurden rund 1200 Arbeitsplätze in Astana geschaffen.
Die Firma GLB ist eine Tochterfirma der Shar Kurylys, einer großen Baufirma mit Sitz in Astana. Bislang hatte die Shar Kurylys ihre Betonfertigteile zugekauft. Aufgrund der wachsenden Nachfrage wurde jedoch entschieden, die Betonfertigteile selbst zu produzieren. Die Fertigung wird nun von der GLB übernommen.
Im neuen Fertigteilwerk, das für die Stadt Astana und ganz Kasachstan eine wichtige Investition darstellt, werden nun rund 250.000m² Wohnfläche im Jahr gefertigt. Die Leistung der Umlaufanlage mit einer gemischten Produktion (Sandwichelemente, Wände, Decken und Sonderteile) beträgt rund 1.300 m² Betonfertigteile pro Tag. Die Bauzeit eines schlüsselfertigen, 16-stöckigen Hauses kann durch die neue Produktionsanlage von 1,5 Jahren auf 6 Monate reduziert werden.
Die gefertigten Elemente entsprechen modernen internationalen Standards und die Gebäude sind in Sachen Wärme- und Schalldämmung auf dem aktuellsten Stand. Das Material für die Fertigung wird zu 90% aus Kasachstan bezogen – die Werksausstattung ist „made in Germany“ und basiert auf den neuesten technischen Entwicklungen.
Ausstattung des Werkes
Der deutsche Maschinen- und Anlagenbauer Weckenmann wurde mit der Projektierung und Realisierung des Projektes beauftragt. Die auf die Kundenbedürfnisse maßgeschneiderte Lösung wurde am 22. Juni 2016 eingeweiht. Nur rund eine Woche später besuchte der kasachische Präsident Nursultan Nasarbajew unter großem Interesse der Öffentlichkeit das Werk. Er war beeindruckt von der Fertigung und verwies auf die Bedeutung und Notwendigkeit des Werkes für die Umsetzung des Wohnungsbauprogramms der Regierung.
Das Betonfertigteilwerk besitzt 8 Fertigungsbereiche:
- - Hohlkörperdeckenfertigung (Der Fertigungsbereich zur Installation der Produktionslinie wird momentan vorbereitet)
- - Batterieschalungen,
- - Oberflächenbehandlung,
- - Umlaufanlage,
- - Stationäre Fertigung,
- - Pflastersteinfertigung (Der Fertigungsbereich zur Installation der Produktionslinie wird momentan vorbereitet)
- - Bewehrungsfertigung,
- - Mischanlage.
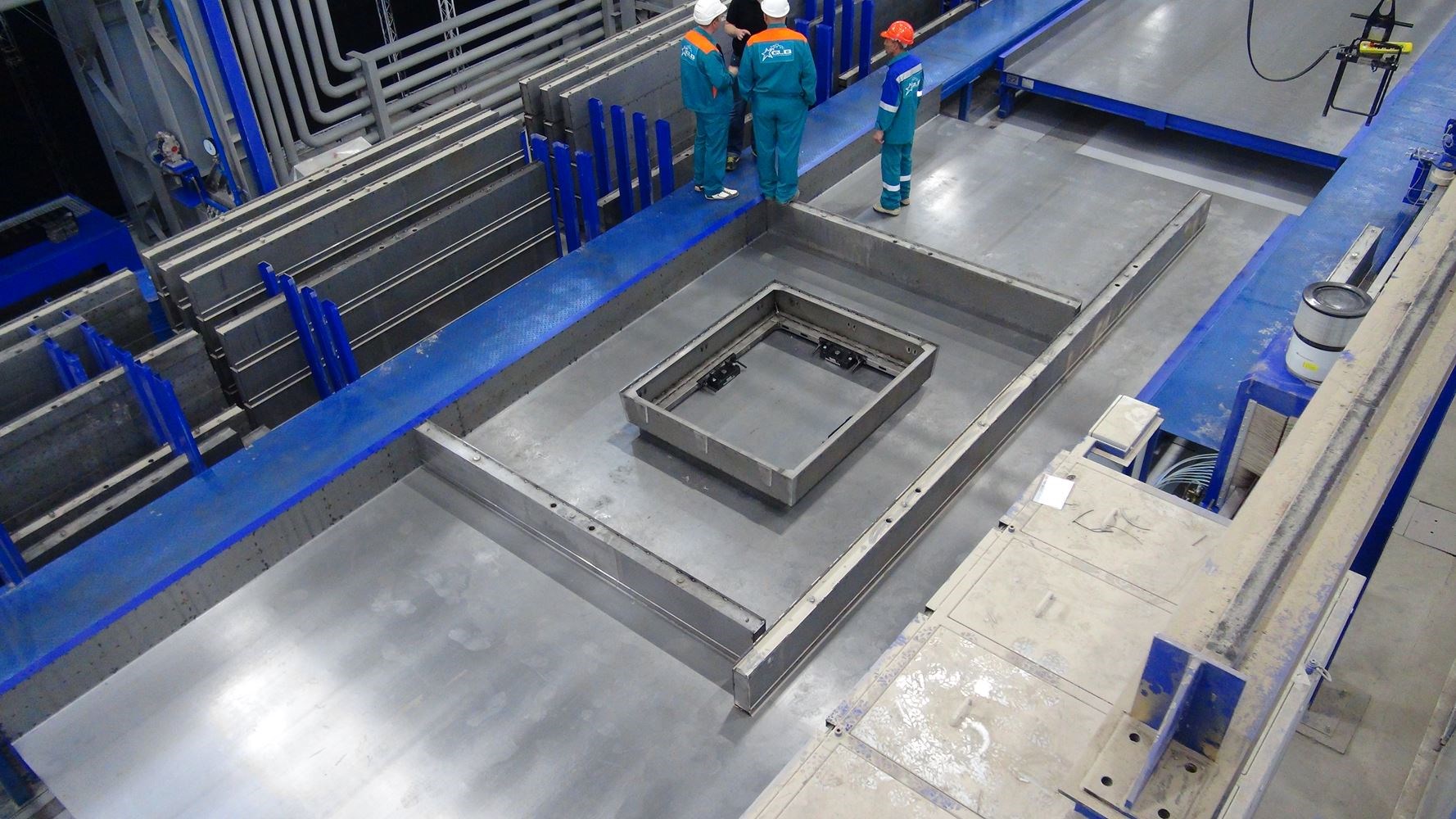
Kernstück der Anlage ist die Umlaufanlage mit 40 Schalungspaletten. Im zweiten Hallenschiff werden auf 3 Batterieschalungen der neuesten Generation bis zu 1500 m² Betonfertigteile am Tag produziert.
Dirigent der Umlaufanlage ist der WAvision Leitrechner von Weckenmann. Er übernimmt die zentrale Produktionsplanung und -steuerung des Werkes. Die Steuerungslösung besteht aus verschiedenen Modulen und nutzt sämtliche im Unternehmen vorhandene Daten. Verwaltung, Arbeitsvorbereitung, Produktion und Reporting werden dadurch in einem System vereinheitlicht. Mit dieser modular aufgebauten Softwarelösung lassen sich also verschiedene Systeme zur Steuerung einer automatisierten Betonfertigteilherstellung verknüpfen, so dass es keine Schnittstellenprobleme durch unterschiedliche Teillösungen gibt.
Der Bereich der stationären Fertigung ist mit 4 Kipptischen, einem Flügelglätter, einer Batterieschalung für die Herstellung von Treppen, einer Stützenschalung mit Spanneinrichtung und einem Betonverteiler ausgerüstet. Der Betontransport erfolgt über 4 Kübelbahnen zu jedem Fertigungsbereich.
Die Schalungsabteilung von Weckenmann arbeitete ein perfekt auf die Produktion abgestimmtes Schalungssystem aus. Die Lösung für die optimierte Fertigung bildete das Schalungssystem der M-Serie. Die M-Serie eignet sich hervorragend für die Massivteleherstellung mit kundenindividuellen Fasen und Profilierungen. Darüber hinaus sind die Schalungsprofile für ein automatisiertes Handling mit integrierten schaltbaren Magneten ausgestattet.
In der Kipptischfertigung kommt das Schalungssystem X-Uni zum Einsatz. Das magnetisch fixierbare Befestigungssystem für Holzschalungen erlaubt eine flexible Herstellung von vielfältigen Produkten.

Full-Service von A bis Z
Weckenmann hat den Kunden von Beginn an betreut. So arbeiteten beide Teams eng zusammen: bereits in der Konzeption und Ausgestaltung des Bausystems über die Layout-Erstellung und Anlagenplanung und Projektsteuerung bis zur Inbetriebnahme des schlüsselfertigen Werkes.
In den letzten Jahren wurden bereits verschiedene Projekte in ähnlicher Größe und Komplexität realisiert. Unter der Projektleitung von Weckenmann lieferte das eingespielte Team von Weckenmann, EVG (Bewehrungstechnik) und Teka (Mischanlage) eine auf die Kundenbedürfnisse maßgeschneiderte Lösung.
Die enge Zusammenarbeit während des Projektablaufs zwischen der Projektleitung von Weckenmann und den Ingenieuren von GLB und Shar Kurylys verlief dabei sehr partnerschaftlich und reibungslos.
Mischanlage von TEKA
Mit der Lieferung und Errichtung einer der größten Betonmischanlagen weltweit wurde die TEKA Maschinenbau GmbH beauftragt. Die gesamte Betonmischanlage setzt sich zusammen aus fünf nebeneinander stehenden und komplett eigenständigen und unabhängigen Mischstationen.
Die komplette Mischanlage besteht aus einem hochleistungsfähigen TEKA Turbinenmischer THT 2250 für die Herstellung von Vorsatzbeton sowie zwei bekannten TEKA Hochleistungs-Planetenmischern TPZ 2250 mit jeweils einem Ausstoß von 1,5 m3 pro Charge, einer Mischstation mit dem TEKA Hochleistungs-Planetenmischer TPZ 3000 mit einem Ausstoß von 2,0 m³ pro Charge für die Produktion von Fertigteilen und einer Mischstation mit dem TEKA Hochleistungs-Ringtrogmischer THZ 3000 für Transportbeton.
Die TEKA Hochleistungs-Planetenmischer haben sich in mehreren hunderten Einsätzen bei Werksbeton bewährt und sind das Herz jeder TEKA Dosier- und Mischanlage.
Als Mischergrößen wurden der TEKA Hochleistungs-Planetenmischer TPZ 2250 und TPZ 3000 mit einem Betonausstoß von jeweils 1,5 m³ und 2,0 m³ pro Charge gewählt.
Ebenso hat die Firma GLB für Vorsatz- bzw. Farbbeton einen TEKA Turbinenmischer gewählt, da dieser Mischer für oft wechselnde Chargen optimal geeignet ist. Der Turbinenmischer wird für absolute Sondereinsätze wie Vorsatzbetone, Farbbetone, selbstverdichtende Betone, ultra-hochleistungsfähige Betone, etc. gerne gewählt. Der Turbinenmischer kann Chargen von unter 10 % einwandfrei mischen, besitzt einen wesentlich geringeren Verschmutzungsgrad und eine außerordentliche schnelle Entleerzeit. Die Reinigungs- und Wartungskosten bei diesem Mischer konnten auf ein Minimum reduziert werden.
Für den Transportbeton wurde der bekannte und bewährte TEKA Ringtrogmischer mit einem Ausstoß von 2 m³ gewählt. Dieser TEKA Ringtrogmischer mit den neukonzipierten Schlepparmen hat sich weltweit nicht nur im Transportbeton sondern ist auch in Betonwerken zur Herstellung von Betonprodukten tausend-fach erfolgreich im Einsatz.
Die Mischanlagen-Steuerung besteht aus fünf Einzelsteuerungen auf vier Standorte aufgeteilt. Drei unabhängige Steuerungen für die Beschickung und zwei für die Mischanlagen mit insgesamt 17 Vorortbedienungen sorgen für ein reibungsloses Zusammenspiel.
Bewehrungsfertigung von EVG
Im Mittelpunkt der Bewehrungsproduktion steht die vollautomatische Gitterschweißmaschine der Type HFBE/158, die flache Gitter, mit Fenster- und Türaussparungen produziert. Die produzierten Bewehrungselemente werden im Anschluss auf vertikalen Arbeitsstationen zu dreidimensionalen Bewehrungskarkassen zusammengebaut und der Umlaufanlage bzw. den Batterieschalungen von Weckenmann übergeben.
Mit der HFBE/158 können Bewehrungselemente bis zu einer Größe von 3,6 m x 8,0 m mit beliebigen Abmessungen, Formen und Aussparungen produziert werden. Zusätzlich ist die Kombination unterschiedlicher Längs- und Querdrahtdurchmesser innerhalb einer Matte möglich.
Die dafür notwendigen Längs- und Querdrähte werden vom Coil abgezogen, auf die notwendige Länge gerichtet und über eine Transportlogistik der Schweißanlage zugeführt.
In der Schweißanlage werden die Stäbe an vorher definierten Punkten per Widerstandsschweißung miteinander verschweißt. Mithilfe eines Mattenkranes werden die gefertigten Bewehrungselemente einen Transportrollgang übergeben, der die Matten wiederum zu den Arbeitsstationen befördert.
Diese Bewehrungselemente werden zum Bewehren von flächigen Betonelementen, wie Massivwände, Sandwichpaneele, Deckenelemente etc. benötigt.
Bügelbiegeautomat
Mit dem automatischen Bügelbiegeautomat PBC 2-12 können Drähte im Durchmesserbereich von 6,0 – 12,0 mm, ab Coil verarbeitet werden. Die Drähte werden automatisch von den Coils abgezogen, gerichtet, gebogen und im Anschluss geschnitten. All diese Arbeitsschritte erfolgen vollautomatisch unter hoher Präzision und Reproduzierbarkeit. In der Programmsteuerung können die Daten von mehreren tausenden Bügelformen gespeichert und wieder abgerufen werden.
Der Bügelbiegeautomat ist für die Herstellung von zwei und dreidimensionaler Bügeln ausgeführt.
Resümee
Mit dem Projekt ist in Astana ein Projekt der Superlative entstanden. Bis zum 1. Mai 2017 sollen bereits die ersten 1216 Wohnungen fertig sein. Die Kooperation zwischen Kunde und Lieferant während des Projekts war hervorragend, so dass beide Parteien bereits neue, gemeinsame Ziele im Visier haben.